Respuesta corta: La productividad real del taller se mide con tres indicadores: tasa de horas facturables sobre horas disponibles por técnico, eficiencia por tipo de trabajo y tasa de retorno por retrabajos. Estas métricas solo se pueden calcular si el sistema registra el tiempo real de inicio y fin de cada técnico en cada orden.
La mayoría de los jefes de taller saben cuántas órdenes cerraron en el mes. Algunos saben cuánto facturó el taller. Pocos pueden decir cuál fue la productividad real por técnico, cuál fue la eficiencia de uso de las horas disponibles, o qué tipos de servicio generaron margen positivo y cuáles no.
La diferencia entre esos dos niveles de información no es solo académica. Un taller que cerró 80 órdenes pero con baja eficiencia de técnicos y márgenes negativos en un tercio de los trabajos, no es un taller productivo — es un taller ocupado. La productividad real requiere medir lo correcto, no solo lo que es fácil de contar.

Las métricas que realmente importan
Horas facturables vs. horas disponibles
Esta es la métrica más reveladora de la productividad del taller. Cada técnico tiene una cantidad de horas disponibles por semana. De esas horas, ¿cuántas se están convirtiendo en trabajo facturable al cliente?
La diferencia entre las horas disponibles y las horas facturables es el tiempo que se pierde en actividades no productivas: esperas por diagnóstico, esperas por refacciones, trabajos administrativos, tiempo ocioso entre órdenes. Si un técnico tiene 40 horas disponibles en la semana y solo 25 se facturan, hay 15 horas de capacidad que se están perdiendo cada semana.
Para calcular esta métrica, el sistema necesita registrar el tiempo real de cada técnico en cada orden de servicio — no el tiempo estimado, sino el tiempo real con inicio y fin registrados.
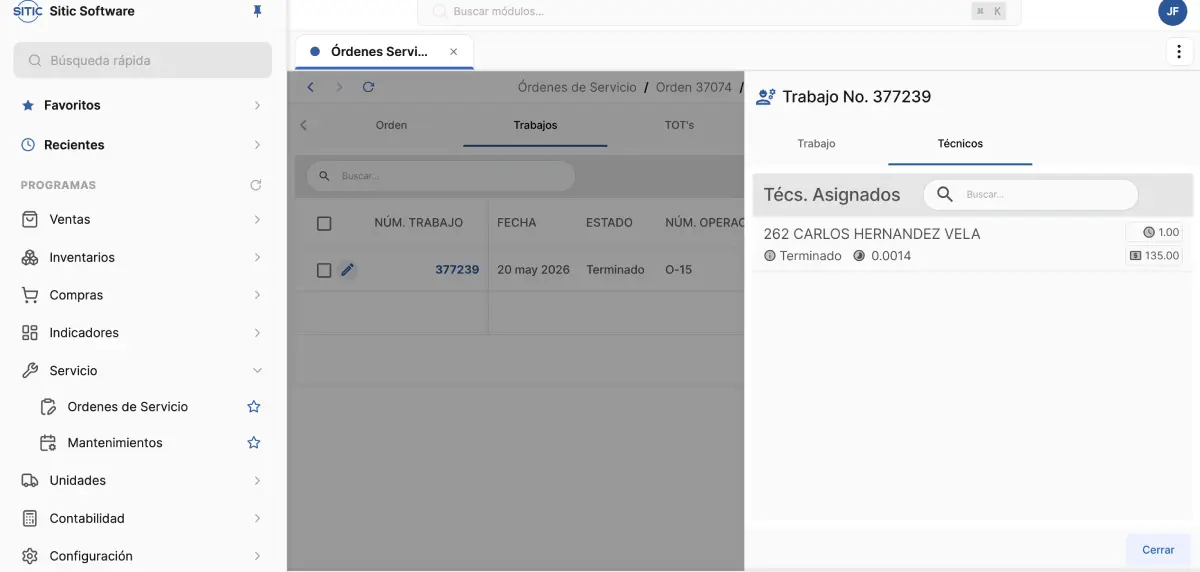
Eficiencia por técnico
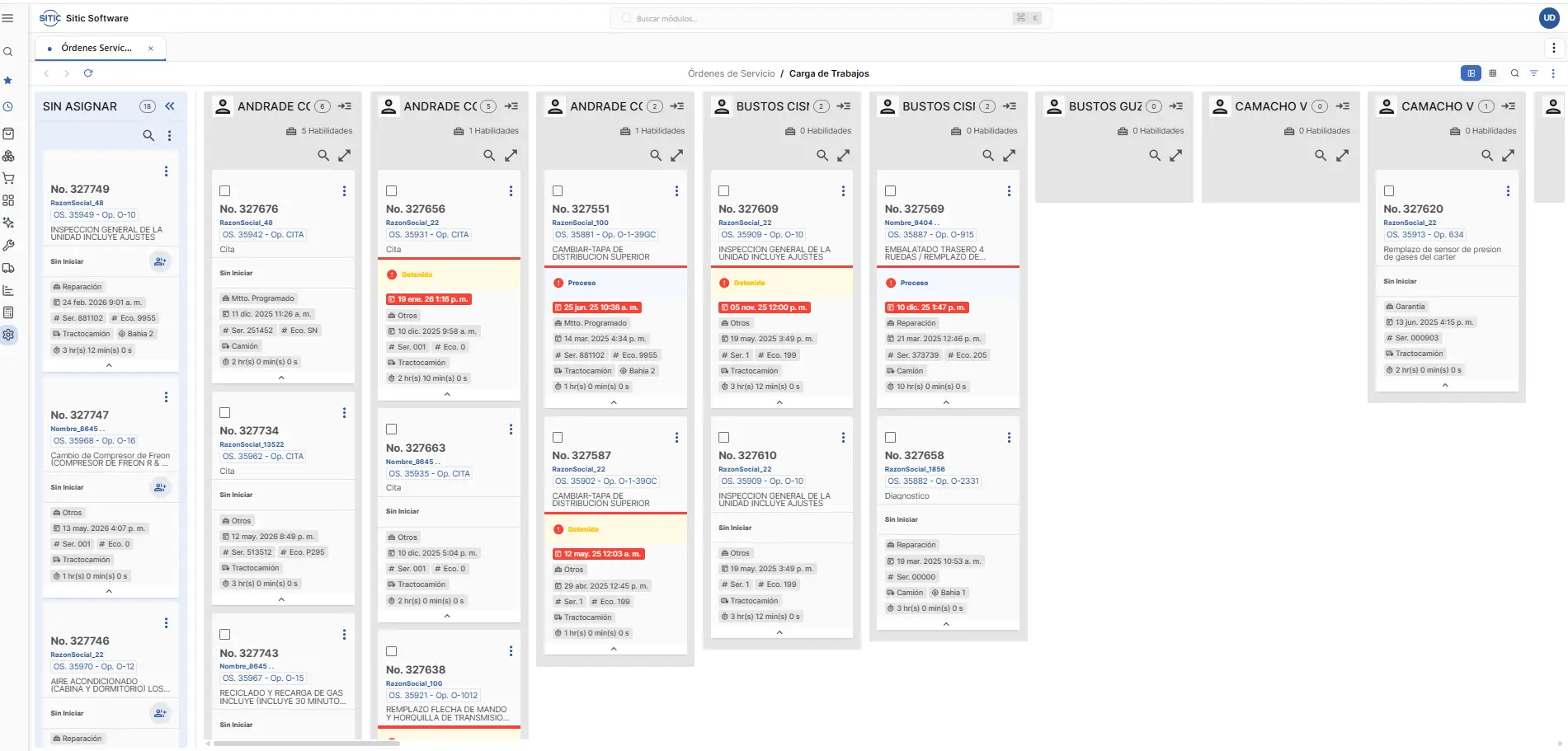
No todos los técnicos son igualmente eficientes en todos los tipos de trabajo. Hay técnicos más rápidos en diagnóstico, otros más eficientes en trabajos mecánicos de alta complejidad, otros que son muy buenos en servicios de mantenimiento preventivo de alto volumen.
Cuando el sistema registra el tiempo real por técnico y por tipo de trabajo, es posible identificar esos patrones. Esa información tiene valor de gestión: asignar el tipo de trabajo correcto al técnico correcto reduce el tiempo de ciclo y mejora el margen.
Primera visita de resolución
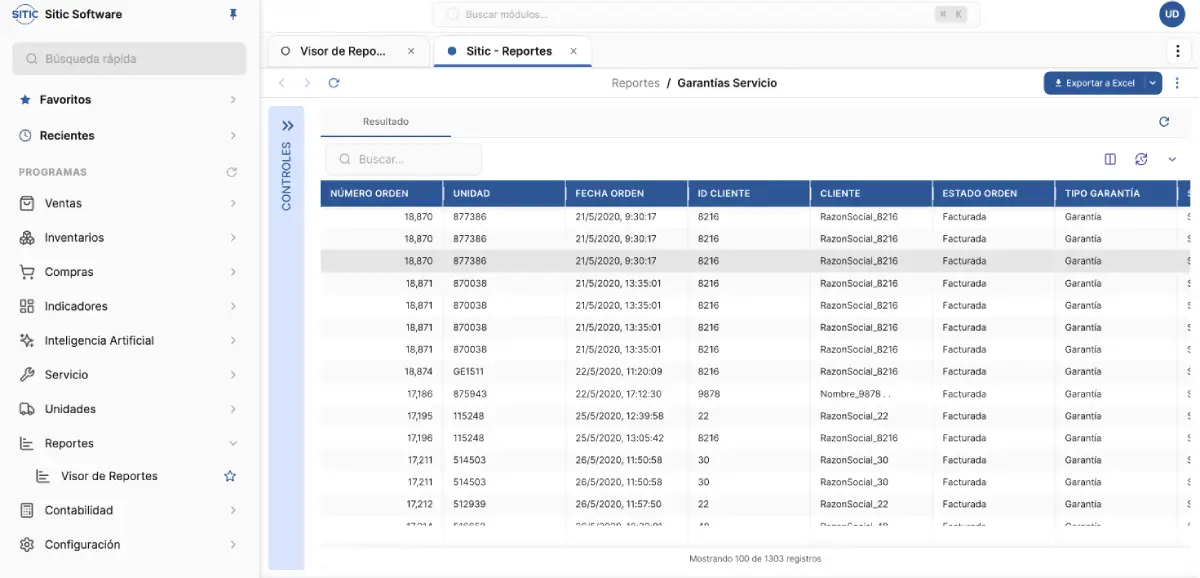
¿Con qué frecuencia vuelve una unidad al taller por el mismo problema dentro de los 30 días posteriores al servicio? Esa métrica — tasa de retorno o “comeback rate” — es un indicador directo de la calidad del trabajo.
Un taller con alta tasa de retorno tiene dos problemas: pierde tiempo en retrabajos que no factura (o factura a costo reducido por garantía) y erosiona la confianza del cliente. Monitorear esta métrica permite identificar si hay técnicos o tipos de trabajo con tasas de retorno anómalas.
Por qué estas métricas son difíciles de obtener sin sistema
El obstáculo para medir estas métricas en la mayoría de los talleres no es falta de interés — es que los datos necesarios no se capturan de forma sistemática. Si el técnico no registra su tiempo de inicio y fin en cada orden, las horas facturables no se pueden calcular con precisión. Si las órdenes de retorno no se vinculan a la orden original, la tasa de retorno no se puede calcular.
Obtener estas métricas sin un sistema requiere hacer el trabajo manualmente: revisar las órdenes una por una, cruzar fechas, calcular tiempos. Ese trabajo puede hacerse una vez como diagnóstico, pero no puede hacerse de forma continua. Y la productividad que no se mide de forma continua no se gestiona — se asume.
Cómo usar las métricas para mejorar
Las métricas de productividad tienen valor de gestión solo si se usan para tomar decisiones. Algunos ejemplos de cómo se usan en la práctica:
Si la tasa de horas facturables es baja: el problema puede estar en la asignación de órdenes (técnicos esperando trabajo), en los tiempos de espera por refacciones (técnicos esperando piezas), o en el tiempo de diagnóstico (técnicos sin información para arrancar). Cada causa tiene una solución distinta.
Si la eficiencia de ciertos técnicos es consistentemente baja: puede indicar necesidad de capacitación, mal aprovechamiento de las fortalezas del técnico, o asignación de trabajos para los que no tiene el equipo o la experiencia.
Si la tasa de retorno es alta en ciertos tipos de trabajo: puede indicar un problema de calidad en ese proceso específico, o diagnósticos incorrectos que llevan a reparaciones incompletas.
La métrica señala dónde está el problema. El análisis de las causas y las acciones de mejora son responsabilidad de la gestión.
Si quieres ver cómo SITIC genera automáticamente las métricas de productividad de taller para facilitar esa gestión, agenda una demostración con nuestro equipo.